A ferramenta de corte ideal, uma grande questão que sempre procuramos desenvolver esse grande mistério no dia a dia... De uma forma simples, uma empresa corresponde a um contexto totalmente diferente de uma outra empresa. Por esta razão, as soluções projetadas para cada empresa devem ser personalizadas para que os resultados finais sejam eficientes e os mais proveitosos possíveis. Esta estratégia de atendimento não é diferente no setor de ferramentas de corte para usinagem. Para alcançar a produtividade máxima das operações, a escolha da ferramenta de corte exata deve ser encarada como parte essencial do planejamento e deve ser bem feito, isso pode resultar em um aumento significativo do nível de competitividade do produto no mercado.Assim, na hora de eleger a ferramenta de corte mais adequada às suas necessidades é preciso levar em consideração as características do produto que você vai usinar, a demanda dos clientes da empresa e o tempo de produção da peça, além das propriedades das máquinas, esse e o principal ponto a ser visto, muitas vezes o pessoal tem uma maquina com uma potência do motor não muito boa, e compra ferramental para grande remoção de material, perdeu seu dinheiro, então o processo a ser utilizado e de grande importância. Ou seja, a escolha da ferramenta não deve ser feita isoladamente, mas em conjunto com outros fatores que podem influenciar em seu desempenho final. Por isso, vale a pena dedicar atenção especial a esta etapa do projeto para obter melhores resultados.
E agora, escolho Standard ou uma ferramenta especial?
Podemos salientar que um grande número de aplicações, as ferramentas standard são utilizadas com excelente resultados. Além disso, elas estão passando por grande modificações no seu dia a dia visando sempre atender as expectativa do mercado. Assim oferecendo uma grande gama de possibilidades para todo tipo de demanda, então sem muito o que pensar, podemos concluir que as ferramentas standard podem ser utilizadas para realizar usinagens mais rápidas, com grande remoção de cavacos e com maior precisão. Mais analisando o mercado, a ferramentas especiais vem crescendo cada dia mais. Os modelos dessas ferramentas unem diversas funções conjugadas em apenas uma ferramenta e podem ser utilizados em operações de mandrilamento, fresamento, torneamento e furação.Conversando um pouco com o Ricardo da CampMetal, umas das características dessas ferramentas ditas como especiais é a redução que elas podem proporcionar no tempo de uma usinagem, por realizar uma ou mais operações simultaneamente.
Então podemos dizer que “A ferramenta especial diminui o tempo de fabricação da peça, aumentando assim a produtividade”. Uma vantagem que as ferramentas especiais tem a seu favor e no processo de preparação das máquinas, pois o tempo de setup e menor. Como a ferramenta executa mais de uma operação, então não necessita a montagem de varias ferramentas. Mais como essas ferramentas são fabricadas para executar muitas vezes varias operações, ou alguma operação diferenciada, o valor dessas ferramentas são elevadas em comparação com uma ferramenta standard devido à sua exclusividade. Enquanto que para algumas indústrias a ferramenta especial pode trazer maior produtividade, redução no tempo de usinagem e custos de produção mais baixos, para outras as ferramentas standard ainda podem ser as mais indicadas – por se adaptarem melhor às condições apresentadas pelas máquinas, pelo dispositivo de fixação ou pela dimensão da peça. Então, para que o investimento seja de uma forma correta, reuniões com todo os funcionários que vão estar atuando diretamente com o processo e essencial. Portanto, não podemos esquecer dos fornecedores de ferramenta, antes de adquirir um novo tipo de ferramenta de corte, procure fazer um planejamento aprofundado junto aos seus fornecedores. Isso pode levar resultados fantásticos.
quarta-feira, 27 de dezembro de 2017
sexta-feira, 8 de dezembro de 2017
Curso Pós Técnico
Olá pessoal da usinagem, venho com uma novidade sensacional, a Escola Senai Mario Amato de São Bernardo do Campo, esta com curso de Pós Técnico de Analista de Processo de Injeção de Materiais Termoplástico, uma especialização para quem já concluiu o curso Técnico e deseja se tornar um especialista em processo de injeção de materiais termoplásticos. Eu particularmente achei esse curso sensacional. Nesse momento, tão conturbado que vive nosso País, precisamos estão buscando sempre inovações e ficar cada dia mais atualizado para enfrentar o mercado. Acredito que esse curso vai deixar seu perfil curricular ainda mais completo e diferenciado.
Venha estudar nas melhores Escola do Brasil com os melhores profissionais no mercado, unica Escola que você vai aprender na teoria junto com a pratica.
Venha fazer parte desse mundo chamado Senai. Na foto segue o link para duvidas e matriculas. Seu futuro profissional só depende de você, seja um profissional completo, seja Senai.
Venha estudar nas melhores Escola do Brasil com os melhores profissionais no mercado, unica Escola que você vai aprender na teoria junto com a pratica.
Venha fazer parte desse mundo chamado Senai. Na foto segue o link para duvidas e matriculas. Seu futuro profissional só depende de você, seja um profissional completo, seja Senai.
quarta-feira, 6 de dezembro de 2017
Curso de Programação e Operação de Centro de Usinagem 5 Eixos
A Escola e Faculdade de Tecnologia SENAI Roberto Mange está com suas inscrições abertas para o curso de Programação e Operação de Centro de Usinagem 5 Eixos.
Você pode realizar sua matricula no site da Escola, clicando na foto abaixo, se torne um profissional completo. Se torne um profissional que a indústria necessita.
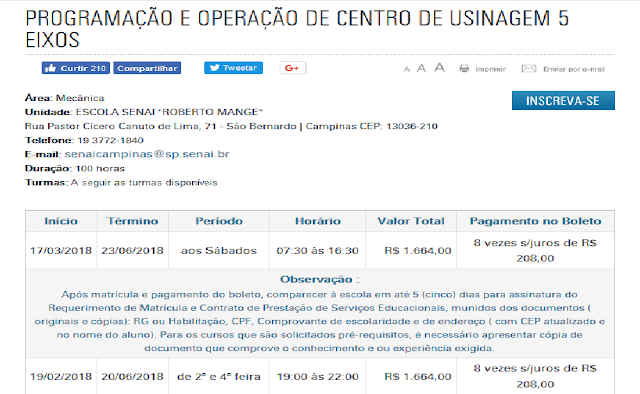
O equipamento utilizado para o Curso é uma Maquina Hardinge equipada com o Comando Heidenhain. Estou anexando um vídeo de uma peça usinada na Escola.
Você pode realizar sua matricula no site da Escola, clicando na foto abaixo, se torne um profissional completo. Se torne um profissional que a indústria necessita.
O equipamento utilizado para o Curso é uma Maquina Hardinge equipada com o Comando Heidenhain. Estou anexando um vídeo de uma peça usinada na Escola.
terça-feira, 5 de dezembro de 2017
Curso de Formação Inicial e Continuada - FIC
Olá pessoal, estão abertas as inscrições para os cursos de Formação Inicial e Continuada, na Escola e Faculdade de Tecnologia Senai Roberto Mange na Cidade de Campinas/SP. No site vocês encontram maiores informações, sobre a ementa do curso, valores e outras informações necessárias para estar realizando a matriculas desses cursos. Venha fazer parte da melhor Escola e Faculdade do Brasil, seja um profissional completo, estude com os melhores e nas melhores escolas!
Você pode realizar a matricula do curso desejável através do site da ESCOLA, clicando na imagem abaixo, ou pelo e-mail ficmange@sp.senai.br telefone: 19.3772.1840


Você pode realizar a matricula do curso desejável através do site da ESCOLA, clicando na imagem abaixo, ou pelo e-mail ficmange@sp.senai.br telefone: 19.3772.1840
Segue os cursos disponíveis para janeiro de 2018. Sucesso pessoal!
quinta-feira, 30 de novembro de 2017
Exercícios Coordenadas Torno CNC
EXERCÍCIOS
PROGRAMAÇÃO
EXERCÍCIO 1
Descrição: Preencher as coordenadas Absolutas em “X” e “Z” dos
pontos A, B, C, etc.. da peça.

SISTEMA DE COORDENADAS INCREMENTAIS
EXERCÍCIO 2
Descrição: Preencher
as coordenadas Incrementais em “X” e “Z” dos pontos A, B, C, etc.. da peça.

2- FUNÇÕES DE
INTERPOLAÇÃO EXERCÍCIO 3 - ACABAMENTO EXTERNO
Descrição: Programar o perfil
externo da peça utilizando os comandos de interpolação
(G00, G01, G02, G03) para posicionar nas devidas coordenadas (“X”e “Z”)

FUNÇÕES DE
INTERPOLAÇÃO EXERCÍCIO 4 - ACABAMENTO EXTERNO
Descrição: Programar o perfil
externo da peça utilizando os comandos de interpolação
(G00, G01, G02, G03) para posicionar nas devidas coordenadas (“X”e “Z”)

FUNÇÕES DE INTERPOLAÇÃO
EXERCÍCIO 5 - ACABAMENTO INTERNO
Descrição: Programar o perfil
interno da peça utilizando os comandos de interpolação
(G00, G01, G02, G03) para posicionar nas devidas coordenadas (“X”e “Z”).

FUNÇÕES DE INTERPOLAÇÃO
EXERCÍCIO 6 - ACABAMENTO INTERNO
Descrição: Programar o perfil
interno da peça utilizando os comandos de interpolação
(G00, G01, G02, G03) para posicionar nas devidas coordenadas (“X”e “Z”)

3- FUNÇÕES DE ARREDONDAMENTO
EXERCÍCIO 7 - POLIA
Descrição: Programar o perfil
externo da peça utilizando os comandos de interpolação
(G00, G01, G02, G03) e arredondamento (,C) e (,R) .

FUNÇÕES DE
ARREDONDAMENTO
EXERCÍCIO 8 - ENGATE
Descrição: Programar o perfil
externo da peça utilizando os comandos de interpolação
(G00, G01, G02, G03) e arredondamento (,C) e (,R) .

Bom estudos pessoal!
domingo, 19 de novembro de 2017
Rasgo de Chaveta no Torno CNC
Meu aluno Darciel da empresa Usifenix da cidade de Campinas tel- (19) 33885445 me ligou ontem para ajudar ele a desenvolver um rasgo de chaveta em uma peça cilíndrica no Torno CNC Nardini comando MCS. Levamos algum tempinho porque pelo telefone tudo fica complicado né? rsrs
Mais conseguimos atingir o resultado final, desenvolver a peça. Parabéns Darciel, e muito sucesso na sua nova empreitada amigão! Abraços.


Mais conseguimos atingir o resultado final, desenvolver a peça. Parabéns Darciel, e muito sucesso na sua nova empreitada amigão! Abraços.


Inscirções Abertas
Seja um profissional completo, estude com os melhores e nas melhores escolas... A Escola e Faculdade de Tecnologia Senai Roberto Mange, abriu as inscrições para os cursos de Formação Inicial e Continuada.
Aproveitem para fazer um novo curso, ou para se especializar ainda mais nesse mercado totalmente competitivo.
Para acessar a pagina dos mais de 50 Cursos o link esta na foto abaixa. Tenham um futuro de sucesso, estudem no Senai.
Lembrando, que as inscrições para o vestibular no Curso Superior em Tecnologia em Fabricação Mecânica ainda continua aberta, venha se transformar no profissional que a indústria procura, venha fazer Senai.
O Link para a inscrição do vestibular segue na foto a seguir.

Deixa seu curti na pagina do Senai Campinas, bora lá...

Aproveitem para fazer um novo curso, ou para se especializar ainda mais nesse mercado totalmente competitivo.
Para acessar a pagina dos mais de 50 Cursos o link esta na foto abaixa. Tenham um futuro de sucesso, estudem no Senai.
*** Pessoal***
O Link para a inscrição do vestibular segue na foto a seguir.
Deixa seu curti na pagina do Senai Campinas, bora lá...
domingo, 5 de novembro de 2017
Usinagem peças Xadrez!
Pessoal, boa tarde...
Estou recebendo algumas solicitações para desenvolver alguns programas para comando Mach's e Mcs. Vou estar fazendo esses programas, porém esses comandos não fazem mergulho, infelizmente não permite a execução dos mergulhos que temos nessas peças. Então as coordenadas devem ser ascendentes para usinagem externa e descendentes para usinagem internas. No comando Siemens o mergulho e feito de forma normal, e no comando Fanuc eu utilizo o ciclo G73 para desenvolver essa operação. Essa semana vou tentar estar fazendo esses programas com o Programa Master-Cam. Finalizando eu envio por e-mail ou posto aqui para vocês. Desculpem obrigado!
Estou recebendo algumas solicitações para desenvolver alguns programas para comando Mach's e Mcs. Vou estar fazendo esses programas, porém esses comandos não fazem mergulho, infelizmente não permite a execução dos mergulhos que temos nessas peças. Então as coordenadas devem ser ascendentes para usinagem externa e descendentes para usinagem internas. No comando Siemens o mergulho e feito de forma normal, e no comando Fanuc eu utilizo o ciclo G73 para desenvolver essa operação. Essa semana vou tentar estar fazendo esses programas com o Programa Master-Cam. Finalizando eu envio por e-mail ou posto aqui para vocês. Desculpem obrigado!
terça-feira, 24 de outubro de 2017
Como Presetar Ferramenta com Leitor
Olá pessoal, boa tarde!


3- Aproximar a Ferramenta próximo ao Sensor em Z através do MPG "manivela", vocês devem posicionar o ponto de contato da ferramenta no sentido “Z” deixando de 2 a 10 mm de folga. Acionar “CYCLE START”.


Um leitor me procurou com uma duvida, ele queria zerar uma ferramenta usando o Leitor de Ferramenta que a maquina da empresa dele possui, a maquina é um GL comando Fanuc. Então resolvi fazer um passo a passo... Espero ajudar de alguma forma:
1: Devemos criar um Programa com código G.

G63= Chama a função de preset de ferramenta
T= Ferramenta a ser presetada ( posição ferramenta na torre )
A= Código de posição de toque no sensor com relação a geometria da ferramenta.

2: Através da Função MDI vamos abaixar o Leitor, conforme sequência de fotos abaixo:
Obs.: Afastar a ferramenta para evitar colisões e verificar se não tem peça fixada na placa.
 |
| 2-1 Função MDI |
 |
| 2-2 Digitar M51 |
 |
| 2-3 Função Auxiliar M51 inserida na tela |
 |
| 2-4 Acionar o botão Cycle Start |
 |
| 2-5 Leitor pronto p uso |
3- Aproximar a Ferramenta próximo ao Sensor em Z através do MPG "manivela", vocês devem posicionar o ponto de contato da ferramenta no sentido “Z” deixando de 2 a 10 mm de folga. Acionar “CYCLE START”.

4- Agora devemos colocar a maquina no seu modo automático, com aquele programa que criamos e acionar o botão “CYCLE START”. (aguardar até que a ferramenta toque o sensor,
recue, ative o modo de operação “MPG“, Será emitido um alarme sonoro, a maquina vai sair do modo auto e entrar no modo manual "MPG", para zeramento do eixo "X"):
Desculpem a qualidade do vídeo, meu celular e ruim para essas coisas!
5- Depois da operação realizada, devemos posicionar o ponto de contato da ferramenta no
sentido “X” deixando e 2 a 10 mm de folga, mesmo procedimento realizado para o eixo "Z", depois acionar a tecla “CYCLE START”, não precisamos chamar novamente o programa, devemos apenas acionar o botão “CYCLE START” (aguardar até que a ferramenta toque o sensor,
recue, ative o modo de operação “MPG“, Será emitido um alarme sonoro)

6- Ai devemos afastar a ferramenta em "Z", através da manivela para uma
área segura.
7- Acionar “CYCLE START
Apostila Siemens SINUMERIK 808D
Olá pessoal, disponibilizei para download algumas apostilas da Siemens Sinumerik para fresamento e torneamento...
Apostilas com manuais de operação e programação. Aproveitem o conteúdo e ótimos estudos.
1- Torneamento:
2 Fresamento:
Apostilas com manuais de operação e programação. Aproveitem o conteúdo e ótimos estudos.
1- Torneamento:


2 Fresamento:

sexta-feira, 20 de outubro de 2017
Curso Graduação Tecnologia em Polímeros
Seja o profissional que a industria precisa. Faça a Graduação de Tecnologia em Polímeros na Faculdade SENAI.
Não perca seu tempo, vamos fazer a inscrição clicando AQUI:

Não perca seu tempo, vamos fazer a inscrição clicando AQUI:
quarta-feira, 18 de outubro de 2017
Processo Seletivo Curso Superior de Tecnologia de Fabricação Mecânica
A Escola e Faculdade Senai Roberto Mange, abriu suas inscrições para o Curso Superior de Tecnologia de Fabricação Mecânica. Venha fazer parte da melhor Escola e Faculdade do Brasil. Curso que você vai apreender na pratica, grande procura no mercado para esse perfil de profissional.
Garanta seu futuro. Inscrições aberta...

Garanta seu futuro. Inscrições aberta...

terça-feira, 17 de outubro de 2017
Alterar Horário Comando Fanuc
Olá pessoal, recebi algumas mensagens de leitores perguntando como alterar o horário no comando Fanuc. Esse procedimento é bem simples e fácil. Vou tentar explicar para vocês aqui nessa publicação... Bom vamos lá...
Na frente do painel devemos acionar a tecla MDI.







Na frente do painel devemos acionar a tecla MDI.

Depois acionar a tecla Off Set, conforme foto abaixo...

Agora acionamos a Softkey Seting...

Vamos acessar essa pagina no comando da maquina.

Através da tecla do cursor, vamos descer até encontrar o relógio, o relógio fica nessa pagina algumas funções abaixo, nessa pagina também encontramos a data e a quantidade de horas que a maquina já trabalhou, através do cursor levamos a tarja amarela aonde queremos fazer a alteração conforme a foto a seguir...

Digitamos o valor para o novo horário...

Depois acionamos a tecla Input... Pronto, horário alterado! Simples.

Obrigado pessoal, excelente leitura...
Torno Mecânico - A mais antiga máquina criada pelo ser humano
 A partir da criação do torno mecânico, a humanidade adquiriu
as máquinas necessárias para o avanço industrial e tecnológico, desde do setor
médico até a indústria espacial.
A partir da criação do torno mecânico, a humanidade adquiriu
as máquinas necessárias para o avanço industrial e tecnológico, desde do setor
médico até a indústria espacial.
Essa máquina está na base da ciência metalúrgica, considera
como a máquina ferramenta mais antiga e importante ainda em uso criada pelo ser
humano.
O torno mecânico é uma máquina operatriz muito versátil
usada para a produção ou de diversos tipos de peças. Para exercer essa função,
é composta de placas para fixação da peça que se pretende trabalhar, visando um
acabamento perfeito.
Essas placas podem ser de três castanhas, se a peça for
cilíndrica, ou quatro castanhas, se o perfil da peça for retangular. Permite a
transformação do material em estado bruto, em peças que podem ter seções
circulares, e variadas combinações destas seções.
Normalmente, é usada em metalurgia, fiação de metal,
torneado de madeira e vidro. As diferentes atividades que podem ser feitas
podem ser:
●
Lixar;
●
Cortar;
●
Raspar;
●
Perfurar;
●
Deformar ferramentas.
São colocadas na criação de objetos que tenham simetria
sobre o eixo de rotação. Determinados dos produtos mais comuns da máquina de
torno são virabrequins, árvores de cames, patas de mesa, tigelas e suportes de
candelabro.
Confira como surgiram
os tornos mecânicos:
Os primeiros tornos usados pelos seres humanos eram chamados
de Tornos de Vara, frequentemente usados por artesãos durante toda a idade
média e por volta do século XIX. Desenhos egípcios e provas arqueológicas
apontam que esta máquina já existia até mesmo antes disso, até mesmo em cerca
de 1300 a.C.

No modelo de vara, a peça a ser trabalhada era amarrada com
uma corda presa em uma vara sobre a cabeça do artesão e sua outra extremidade
era amarrada em um pedal, a peça girava a partir da pressão do pedal que puxava
a corda, e a partir daí, a vara fazia o retorno.
Modelos mais antigos ofereciam a rotação da peça de trabalho
de maneira manual a partir de uma corda, fazendo o corte de formas em uma
madeira a partir de alguma ferramenta afiada.
A invenção de Da
Vinci:
No final do século XV, Leonardo da Vinci desenhou três
máquinas em uma página. A primeira delas, se referia à um torno, este já fazia
uso de uma roda que ainda funcionava somente para a inércia. A segunda era uma
serra e a terceira, um sistema que empregada um pedal para girar uma roda, que
poderia ser anexado a variados dispositivos.

O torno Leonardo da Vinci se era basicamente constituído de
um pedal e da roda que mantinha o movimento inercial.
Com o passar do tempo foi desenvolvido o torno de fuso, que
precisavam de duas pessoas ou mais para serem usados, enquanto uma pessoa
girava a roda, outro usada ferramentas para dar forma ao material.
James Watt, no século XVIII criou a máquina a vapor, e a
partir daí, a produção como teares e outros mais foram adaptados, sendo um
grande avanço para a revolução industrial. A partir daí, Henry Moudslay adaptou
esse tipo de utilidade para um torno, dando origem à um torno a vapor. Com o
tempo, mais tecnologia foram sendo incorporadas até chegarmos na máquina
convencional que citamos anteriormente.
Atualmente
Com o passar do tempo, essa máquina foi evoluindo, passando
por modificações e aperfeiçoamentos, recebendo novas tecnologias e maneiras de
operar.
As máquinas modernas podem ser classificadas em relação ao
tipo de trabalho efetuado. O Torno CNC por exemplo, se refere à máquina em que
o processo de usinagem é feita por comandos numéricos computadorizados, através
de coordenadas X (vertical) e Z (longitudinal).
Já um torno revólver tem como
característica a fabricação em série de peça com auxílio do cabeçote móvel que
vem adaptado a diversas ferramentas diferentes para executar processos de
usinagem com rapidez, em peças pequenas, como buchas por exemplo.
Esse tipo de máquina se tornou relativamente acessível, pode
ser encontrada para aquisição a partir de empresas do ramo, a Coralmaquinas é
um exemplo. No site desta empresa pode-se encontrar informações sobre tornos mecânicos universais,
tornos de bancadas (que são máquinas mais simples) e outros modelos de torno.
Pessoal, boa tarde, recebemos essa postagem de um amigo leitor Equipe Rede Industrial, um texto simples e bem explicadinho sobre uma maquina magica do mundo metal mecânico. Excelente leitura pessoal.
sexta-feira, 8 de setembro de 2017
Mundo Senai
Olá pessoal, venho convidar vocês a participar do Mundo Senai, que acontece entre os dias 11 à 15/Setembro na Escola e Faculdade Senai Roberto Mange na Cidade de Campinas. Você pode obter mais informações pelo Facebook... Vamos curtir esse evento único e maravilhoso.



 | |||
| Palestras | Mundo Senai |
Vamos prestigiar esse evento Pessoal.
quarta-feira, 30 de agosto de 2017
Usinagem 5 Eixos
Hoje realizei junto com o Prof. Payão um teste na maquina 5 Eixo, maquina essa que estou apreendendo aos poucos utilizar com a ajuda do Prof. Payão. Esse seguimento tem uma usinagem fantástica, e muitas empresas no mercado de trabalho procuram um profissional com essa qualificação.
Na escola Senai Roberto Mange da Cidade de Campinas, esse curso e ofertado ao sábados, ministrados por um dos melhores Docentes da Unidade, o professor Alex Sandro Payão.
O Curso e realizado na Maquina Hardinge comando Heidenhain
Na escola Senai Roberto Mange da Cidade de Campinas, esse curso e ofertado ao sábados, ministrados por um dos melhores Docentes da Unidade, o professor Alex Sandro Payão.
O Curso e realizado na Maquina Hardinge comando Heidenhain
quarta-feira, 16 de agosto de 2017
Gráfico Campinho!
Assim vai começando mais um curso... Com alguns aulas, já saio o Gráfico do Campinho...
quinta-feira, 10 de agosto de 2017
Exercícios para Fresagem a CNC.
Olá pessoal, segue alguns exercícios de Fresagem... Boa sorte, qualquer duvida podem contar comigo!
Exercício 1:

Exercício 3:

Exercício 4:

Exercício 5:

Exercício 1:
;
Exercício 2:

Exercício 3:

Exercício 4:

Exercício 5:

Assinar:
Comentários (Atom)